
Teknologi Produksi Margarin
RINGKASAN EKSEKUTIF
Perusahaan makanan saat ini, seperti bisnis manufaktur lainnya, tidak hanya fokus pada keandalan dan kualitas peralatan pengolahan makanan, tetapi juga pada berbagai layanan yang dapat diberikan oleh pemasok peralatan pengolahan tersebut. Selain lini pengolahan efisien yang kami sediakan, kami dapat menjadi mitra mulai dari tahap ide atau proyek awal hingga tahap penyelesaian akhir, dan jangan lupa layanan purna jual yang penting.
Shiputec memiliki pengalaman lebih dari 20 tahun di industri pengolahan dan pengemasan makanan.
PENGENALAN TEKNOLOGI KAMI
VISI DAN KOMITMEN
Segmen Shiputec merancang, memproduksi, dan memasarkan solusi rekayasa proses dan otomatisasi untuk industri susu, makanan, minuman, kelautan, farmasi, dan perawatan pribadi melalui operasinya di seluruh dunia.
Kami berkomitmen untuk membantu pelanggan kami di seluruh dunia meningkatkan kinerja dan profitabilitas pabrik dan proses manufaktur mereka. Kami mencapai hal ini dengan menawarkan berbagai macam produk dan solusi, mulai dari komponen hasil rekayasa hingga desain pabrik proses lengkap yang didukung oleh keahlian aplikasi dan pengembangan terkemuka di dunia.
Kami terus membantu pelanggan kami mengoptimalkan kinerja dan profitabilitas pabrik mereka sepanjang masa pakainya dengan layanan dukungan yang disesuaikan dengan kebutuhan masing-masing melalui jaringan layanan pelanggan dan suku cadang yang terkoordinasi.
FOKUS PELANGGAN
Shiputec mengembangkan, memproduksi, dan memasang lini pengolahan modern, efisien tinggi, dan andal untuk industri makanan. Untuk produksi produk lemak kristal seperti margarin, mentega, olesan, dan shortening, Shiputec menawarkan solusi yang juga mencakup lini pengolahan untuk produk makanan emulsi seperti mayones, saus, dan dressing.
PRODUKSI MARGARIN
Margarin dan produk terkait mengandung fase air dan fase lemak, sehingga dapat dikategorikan sebagai emulsi air dalam minyak (W/O) di mana fase air terdispersi halus sebagai tetesan dalam fase lemak kontinu. Tergantung pada aplikasi produk, komposisi fase lemak dan proses pembuatannya dipilih sesuai kebutuhan.
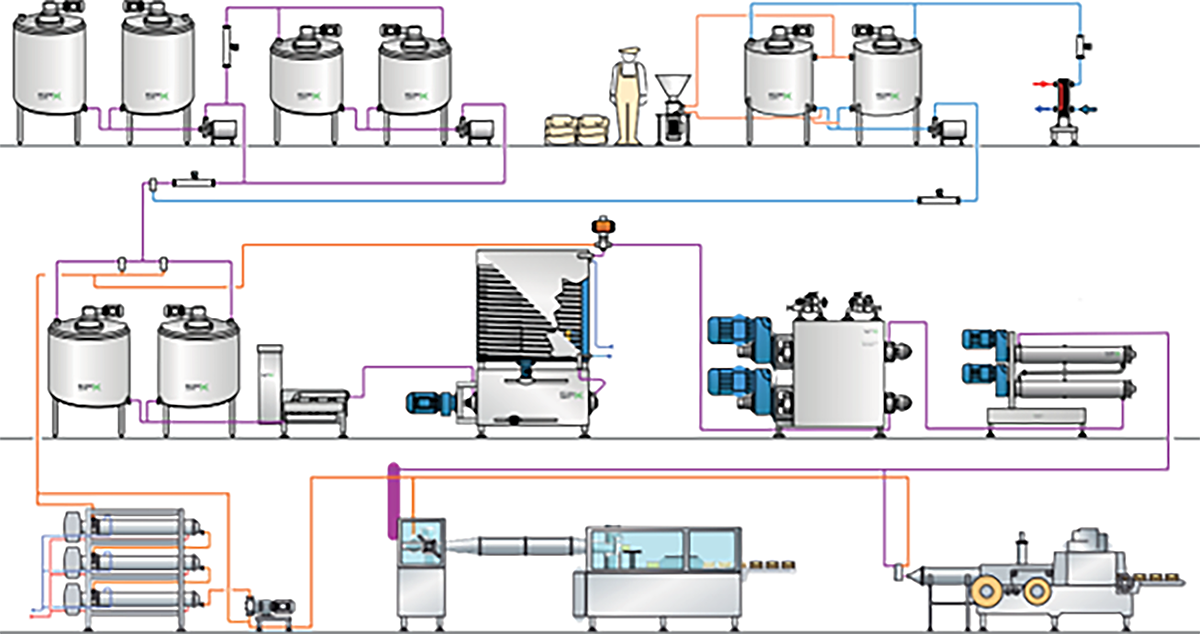
Selain peralatan kristalisasi, fasilitas manufaktur modern untuk margarin dan produk terkait biasanya mencakup berbagai tangki untuk penyimpanan minyak serta untuk pengemulsi, fase air, dan persiapan emulsi; ukuran dan jumlah tangki dihitung berdasarkan kapasitas pabrik dan portofolio produk. Fasilitas ini juga mencakup unit pasteurisasi dan fasilitas peleburan ulang. Dengan demikian, proses manufaktur secara umum dapat dibagi menjadi sub-proses berikut (silakan lihat diagram 1):

PERSIAPAN FASE AIR DAN FASE LEMAK (ZONA 1)
Fase air sering disiapkan secara bertahap di dalam tangki fase air. Air yang digunakan harus berkualitas baik untuk diminum. Jika kualitas air minum tidak dapat dijamin, air dapat diolah terlebih dahulu dengan menggunakan misalnya sistem UV atau filter.
Selain air, fase air dapat terdiri dari garam atau air garam, protein susu (margarin meja dan olesan rendah lemak), gula (adonan puff pastry), penstabil (olesan rendah lemak dan dikurangi lemak), pengawet, dan perisa yang larut dalam air.
Bahan utama dalam fase lemak, yaitu campuran lemak, biasanya terdiri dari campuran berbagai lemak dan minyak. Untuk menghasilkan margarin dengan karakteristik dan fungsi yang diinginkan, rasio lemak dan minyak dalam campuran lemak sangat menentukan kinerja produk akhir.
Berbagai lemak dan minyak, baik sebagai campuran lemak maupun minyak tunggal, disimpan dalam tangki penyimpanan minyak yang biasanya ditempatkan di luar fasilitas produksi. Tangki-tangki ini dijaga pada suhu penyimpanan yang stabil di atas titik leleh lemak dan diaduk agar tidak terjadi pemisahan fasa lemak dan memudahkan penanganan.
Selain campuran lemak, fase lemak biasanya terdiri dari bahan-bahan larut lemak dalam jumlah kecil seperti pengemulsi, lesitin, perisa, pewarna, dan antioksidan. Bahan-bahan kecil ini dilarutkan dalam campuran lemak sebelum fase air ditambahkan, sehingga sebelum proses pengemulsian.
PERSIAPAN EMULSI (ZONA 2)

Emulsi disiapkan dengan memindahkan berbagai minyak dan lemak atau campuran lemak ke dalam tangki emulsi. Biasanya, lemak atau campuran lemak dengan titik leleh tinggi ditambahkan terlebih dahulu, diikuti oleh lemak dengan titik leleh rendah dan minyak cair. Untuk melengkapi persiapan fase lemak, pengemulsi dan bahan-bahan tambahan larut minyak lainnya ditambahkan ke dalam campuran lemak. Setelah semua bahan untuk fase lemak tercampur dengan baik, fase air ditambahkan dan emulsi dibuat dengan pencampuran intensif namun terkontrol.
Berbagai sistem dapat digunakan untuk mengukur berbagai bahan untuk emulsi, di mana dua di antaranya bekerja secara batch:
Sistem pengukur aliran
Sistem tangki penimbang
Sistem emulsifikasi in-line kontinu merupakan solusi yang kurang disukai tetapi tetap digunakan, misalnya pada lini produksi berkapasitas tinggi di mana ruang untuk tangki emulsi terbatas. Sistem ini menggunakan pompa dosis dan pengukur aliran massa untuk mengontrol rasio fase yang ditambahkan ke dalam tangki emulsi kecil.
Sistem-sistem yang disebutkan di atas semuanya dapat dikendalikan sepenuhnya secara otomatis. Namun, beberapa pabrik yang lebih tua masih memiliki sistem persiapan emulsi yang dikendalikan secara manual, tetapi sistem ini membutuhkan banyak tenaga kerja dan tidak disarankan untuk dipasang saat ini karena aturan ketertelusuran yang ketat.
Sistem pengukur aliran didasarkan pada persiapan emulsi secara bertahap di mana berbagai fase dan bahan diukur oleh pengukur aliran massa saat dipindahkan dari berbagai tangki persiapan fase ke dalam tangki emulsi. Akurasi sistem ini adalah +/-0,3%. Sistem ini dicirikan oleh ketidakpekaannya terhadap pengaruh eksternal seperti getaran dan kotoran.
Sistem tangki penimbang mirip dengan sistem pengukur aliran yang didasarkan pada persiapan emulsi secara bertahap. Di sini, jumlah bahan dan fase ditambahkan langsung ke tangki emulsi yang dipasang pada sel beban yang mengontrol jumlah yang ditambahkan ke tangki.
Biasanya, sistem dua tangki digunakan untuk menyiapkan emulsi agar jalur kristalisasi dapat berjalan terus menerus. Setiap tangki berfungsi sebagai tangki persiapan dan penyangga (tangki emulsi), sehingga jalur kristalisasi akan diberi makan dari satu tangki sementara batch baru akan disiapkan di tangki lainnya dan sebaliknya. Ini disebut sistem flip-flop.
Solusi di mana emulsi disiapkan dalam satu tangki dan ketika sudah siap dipindahkan ke tangki penyangga tempat jalur kristalisasi dialirkan juga merupakan pilihan. Sistem ini disebut sistem premix/buffer.
PASTEURISASI (ZONA 3)

Dari tangki penyangga, emulsi biasanya dipompa terus menerus melalui penukar panas pelat (PHE) atau penukar panas permukaan tergores bertekanan rendah (SSHE), atau SSHE bertekanan tinggi untuk pasteurisasi sebelum memasuki jalur kristalisasi.
Untuk produk berlemak penuh, PHE biasanya digunakan. Untuk versi rendah lemak di mana emulsi diharapkan menunjukkan viskositas yang relatif tinggi dan untuk emulsi yang sensitif terhadap panas (misalnya emulsi dengan kandungan protein tinggi), sistem SPX sebagai solusi tekanan rendah atau SPX-PLUS sebagai solusi tekanan tinggi direkomendasikan.
Proses pasteurisasi memiliki beberapa keunggulan. Proses ini memastikan penghambatan pertumbuhan bakteri dan pertumbuhan mikroorganisme lainnya, sehingga meningkatkan stabilitas mikrobiologis emulsi. Pasteurisasi fase air saja dimungkinkan, tetapi pasteurisasi seluruh emulsi lebih disukai karena proses pasteurisasi emulsi akan meminimalkan waktu tinggal dari produk yang telah dipasteurisasi hingga pengisian atau pengemasan produk akhir. Selain itu, produk diproses secara in-line dari pasteurisasi hingga pengisian atau pengemasan produk akhir, dan pasteurisasi bahan yang perlu diolah ulang dipastikan ketika seluruh emulsi dipasteurisasi.
Selain itu, pasteurisasi emulsi lengkap memastikan bahwa emulsi dialirkan ke jalur kristalisasi pada suhu konstan sehingga menghasilkan parameter pemrosesan, suhu produk, dan tekstur produk yang konstan. Selanjutnya, terjadinya emulsi yang telah mengalami pra-kristalisasi yang dialirkan ke peralatan kristalisasi dapat dicegah ketika emulsi dipasteurisasi dengan benar dan dialirkan ke pompa bertekanan tinggi pada suhu 5-10°C lebih tinggi dari titik leleh fase lemak.
Proses pasteurisasi tipikal setelah persiapan emulsi pada suhu 45-55°C akan mencakup urutan pemanasan dan penahanan emulsi pada suhu 75-85°C selama 16 detik, dan selanjutnya proses pendinginan hingga suhu 45-55°C. Suhu akhir bergantung pada titik leleh fase lemak: semakin tinggi titik lelehnya, semakin tinggi suhunya.
PENDINGINAN, KRISTALISASI DAN PENGULENAN (ZONA 4)
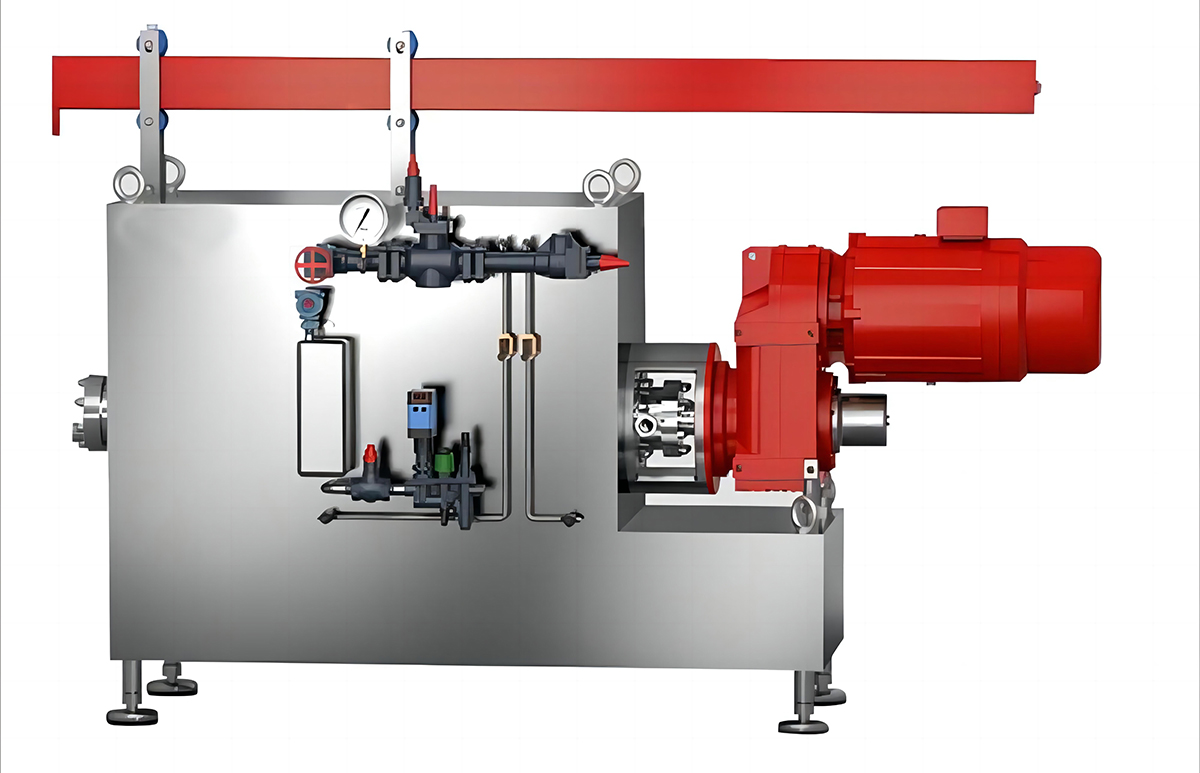
Emulsi dipompa ke jalur kristalisasi menggunakan pompa piston bertekanan tinggi (HPP). Jalur kristalisasi untuk produksi margarin dan produk terkait biasanya terdiri dari SSHE bertekanan tinggi yang didinginkan oleh media pendingin jenis amonia atau Freon. Mesin rotor pin dan/atau kristalisator perantara sering disertakan dalam jalur tersebut untuk menambah intensitas dan waktu pengadukan ekstra untuk produksi produk plastik. Tabung penampung merupakan langkah terakhir dari jalur kristalisasi dan hanya disertakan jika produk dikemas.
Inti dari lini kristalisasi adalah SSHE bertekanan tinggi, di mana emulsi hangat didinginkan hingga suhu sangat rendah dan dikristalkan pada permukaan bagian dalam tabung pendingin. Emulsi tersebut secara efisien dikerok oleh pengikis yang berputar, sehingga emulsi didinginkan dan diuleni secara bersamaan. Ketika lemak dalam emulsi mengkristal, kristal lemak membentuk jaringan tiga dimensi yang memerangkap tetesan air dan minyak cair, menghasilkan produk dengan sifat semi-padat plastis.
Tergantung pada jenis produk yang akan diproduksi dan jenis lemak yang digunakan untuk produk tertentu, konfigurasi jalur kristalisasi (yaitu urutan tabung pendingin dan mesin rotor pin) dapat disesuaikan untuk memberikan konfigurasi optimal untuk produk tertentu.
Karena jalur kristalisasi biasanya memproduksi lebih dari satu produk lemak spesifik, SSHE (Single-Specific Heat Exchanger) sering kali terdiri dari dua atau lebih bagian pendinginan atau tabung pendingin untuk memenuhi persyaratan jalur kristalisasi yang fleksibel. Fleksibilitas diperlukan ketika memproduksi berbagai produk lemak kristalisasi dari berbagai campuran lemak karena karakteristik kristalisasi campuran tersebut mungkin berbeda satu sama lain.
Proses kristalisasi, kondisi pemrosesan, dan parameter pemrosesan sangat memengaruhi karakteristik margarin dan produk olesan akhir. Saat merancang lini kristalisasi, penting untuk mengidentifikasi karakteristik produk yang direncanakan akan diproduksi pada lini tersebut. Untuk mengamankan investasi di masa depan, fleksibilitas lini serta parameter pemrosesan yang dapat dikontrol secara individual sangat diperlukan, karena ragam produk yang diminati dapat berubah seiring waktu, begitu pula dengan bahan baku.
Kapasitas lini ditentukan oleh luas permukaan pendinginan yang tersedia pada SSHE. Tersedia berbagai ukuran mesin, mulai dari lini berkapasitas rendah hingga tinggi. Selain itu, tersedia berbagai tingkat fleksibilitas, mulai dari peralatan tabung tunggal hingga lini tabung ganda, sehingga menghasilkan lini pemrosesan yang sangat fleksibel.
Setelah produk didinginkan di SSHE, produk tersebut masuk ke mesin rotor pin dan/atau kristalisator perantara di mana produk tersebut diaduk selama periode waktu tertentu dan dengan intensitas tertentu untuk membantu pembentukan jaringan tiga dimensi, yang pada tingkat makroskopis adalah struktur plastis. Jika produk tersebut dimaksudkan untuk didistribusikan sebagai produk yang dikemas, produk tersebut akan masuk ke SSHE lagi sebelum mengendap di tabung penampung sebelum dikemas. Jika produk diisi ke dalam cangkir, tidak ada tabung penampung yang disertakan dalam jalur kristalisasi.

PENGEMASAN, PENGISIAN DAN PELEBURAN ULANG (ZONA 5)

Berbagai mesin pengemasan dan pengisian tersedia di pasaran dan tidak akan dijelaskan dalam artikel ini. Namun, konsistensi produk sangat berbeda jika diproduksi untuk dikemas atau diisi. Jelas bahwa produk yang dikemas harus memiliki tekstur yang lebih padat daripada produk yang diisi, dan jika tekstur ini tidak optimal, produk akan dialihkan ke sistem peleburan ulang, dilebur, dan ditambahkan ke tangki penyangga untuk diproses ulang. Berbagai sistem peleburan ulang tersedia, tetapi sistem yang paling banyak digunakan adalah PHE atau SSHE bertekanan rendah.
OTOMATISASI
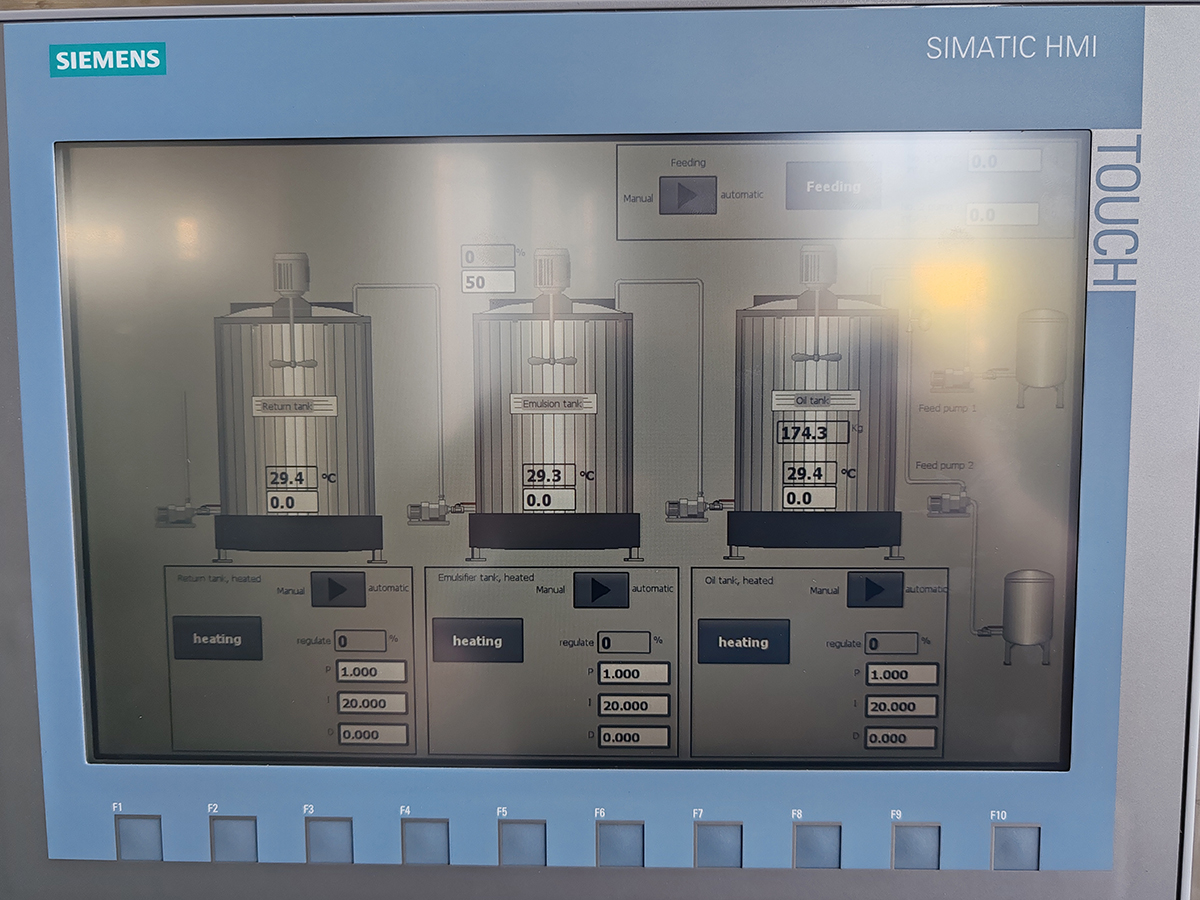
Margarin, seperti produk makanan lainnya, saat ini di banyak pabrik diproduksi di bawah prosedur ketertelusuran yang ketat. Prosedur ini biasanya mencakup bahan-bahan, produksi, dan produk akhir, sehingga tidak hanya meningkatkan keamanan pangan tetapi juga menjaga kualitas pangan yang konstan. Persyaratan ketertelusuran dapat diimplementasikan dalam sistem kontrol pabrik, dan sistem kontrol Shiputec dirancang untuk mengontrol, mencatat, dan mendokumentasikan kondisi dan parameter penting yang berkaitan dengan keseluruhan proses manufaktur.
Sistem kontrol dilengkapi dengan perlindungan kata sandi dan memiliki fitur pencatatan data historis dari semua parameter yang terlibat dalam lini pengolahan margarin, mulai dari informasi resep hingga evaluasi produk akhir. Pencatatan data mencakup kapasitas dan keluaran pompa tekanan tinggi (l/jam dan tekanan balik), suhu produk (termasuk proses pasteurisasi) selama kristalisasi, suhu pendinginan (atau tekanan media pendingin) SSHE, kecepatan SSHE dan mesin rotor pin, serta beban motor yang menjalankan pompa tekanan tinggi, SSHE, dan mesin rotor pin.
Sistem kontrol

Selama proses produksi, alarm akan dikirimkan kepada operator jika parameter pemrosesan untuk produk tertentu berada di luar batas; parameter ini diatur dalam editor resep sebelum produksi. Alarm ini harus diakui secara manual dan tindakan sesuai prosedur harus diambil. Semua alarm disimpan dalam sistem riwayat alarm untuk dilihat kemudian. Ketika produk meninggalkan jalur produksi dalam bentuk yang dikemas atau diisi dengan benar, selain nama produk, biasanya ditandai dengan tanggal, waktu, dan nomor identifikasi batch untuk pelacakan selanjutnya. Riwayat lengkap semua langkah produksi yang terlibat dalam proses manufaktur dengan demikian diarsipkan untuk keamanan produsen dan pengguna akhir, yaitu konsumen.
CIP

Peralatan pembersihan CIP (CIP = cleaning in place) juga merupakan bagian dari fasilitas produksi margarin modern karena pabrik produksi margarin harus dibersihkan secara teratur. Untuk produk margarin tradisional, pembersihan seminggu sekali adalah interval pembersihan normal. Namun, untuk produk sensitif seperti produk rendah lemak (kandungan air tinggi) dan/atau produk dengan kandungan protein tinggi, interval pembersihan CIP yang lebih pendek lebih disarankan.
Pada prinsipnya, terdapat dua sistem CIP yang digunakan: instalasi CIP yang hanya menggunakan media pembersih sekali saja, atau instalasi CIP yang direkomendasikan yang beroperasi melalui larutan penyangga media pembersih di mana media seperti larutan alkali, asam, dan/atau disinfektan dikembalikan ke tangki penyimpanan CIP masing-masing setelah digunakan. Proses yang terakhir lebih disukai karena merupakan solusi ramah lingkungan dan ekonomis dalam hal konsumsi bahan pembersih dan dengan demikian biaya bahan tersebut.
Jika beberapa jalur produksi dipasang di satu pabrik, dimungkinkan untuk mengatur jalur pembersihan paralel atau sistem satelit CIP. Hal ini menghasilkan pengurangan waktu pembersihan dan konsumsi energi yang signifikan. Parameter proses CIP dikontrol dan dicatat secara otomatis untuk pelacakan selanjutnya dalam sistem kontrol.
KESIMPULAN AKHIR
Saat memproduksi margarin dan produk terkait, penting untuk diingat bahwa bukan hanya bahan-bahan seperti minyak dan lemak yang digunakan atau resep produk yang menentukan kualitas produk akhir, tetapi juga konfigurasi pabrik, parameter pemrosesan, dan kondisi pabrik. Jika lini produksi atau peralatan tidak dirawat dengan baik, ada risiko lini produksi tidak berkinerja efisien. Oleh karena itu, untuk menghasilkan produk berkualitas tinggi, pabrik yang berfungsi dengan baik adalah suatu keharusan, tetapi pemilihan campuran lemak dengan karakteristik yang sesuai dengan aplikasi akhir produk juga penting, begitu pula konfigurasi dan pemilihan parameter pemrosesan pabrik yang tepat. Terakhir, produk akhir harus diberi perlakuan suhu sesuai dengan penggunaan akhir..
Waktu posting: 19 Desember 2023